 屋外広告士の知識
屋外広告士の知識
屋外広告士に必要な屋外広告知識をまとめました。
屋外広告士の知識屋外広告士に必要な屋外広告知識をまとめました。
溶接の特質
ボルト等の接合と比べ、接合部が簡潔になり、重量が軽く、再塗装も容易。
※溶接工事の良否は技量に左右される。
溶接の種類
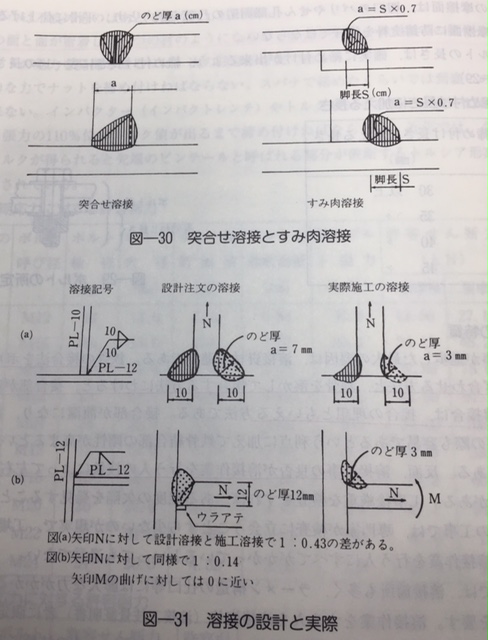
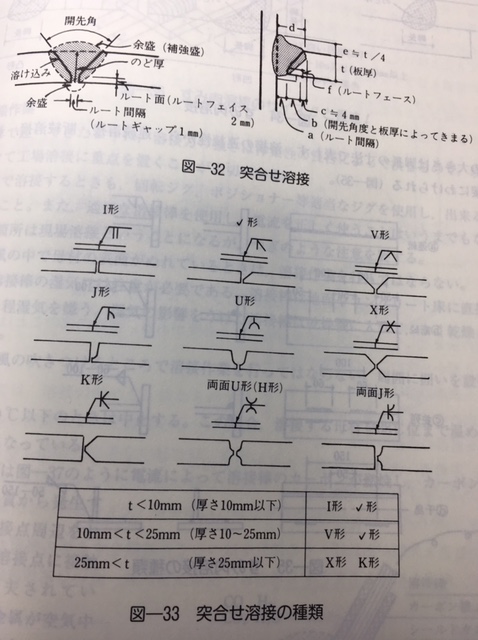
1.突合せ溶接
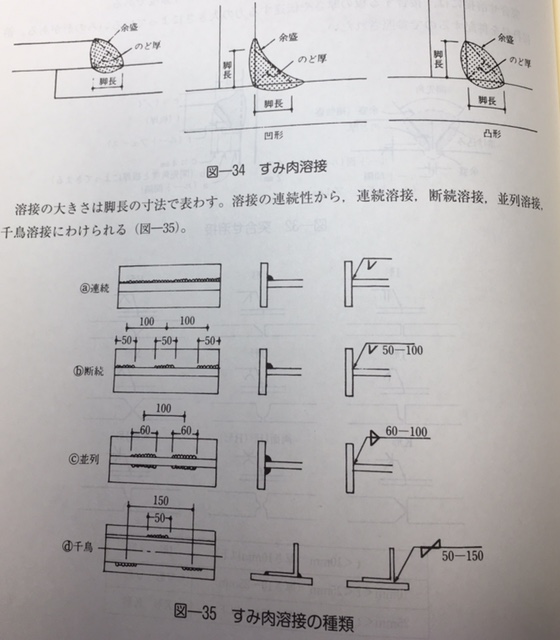
2.すみ肉溶接
3.部分溶け込み溶接溶接力: のど厚X溶接力X許容応力度
突合せ溶接
突合せ溶接は母材と溶接部が一体になる
すみ肉溶接
小さな力を点経つする場合によく使われる。(広告物で利用が多い)
溶接の連続性から、連続溶接、断続溶接、並列溶接、千鳥溶接にわけられる。
現場溶接作業の注意
1.雨や風で母体が濡れているときは溶接作業を行わない。
2.溶接棒の湿気に注意。
3.激しい風の中で溶接作業を行わない。周囲に囲いを設けて作業する。
4.気温が0℃以下では中止する。(溶接母材を38℃位まで温めれば良い)アーク溶接
電流で溶接棒のカーボンが燃焼し、カーボンの中の化学物質から出るガスで溶接店周辺を覆って空気を遮断して溶接する。
(溶解した金属が空気に触れると直ちに酸化して溶接ができなくなるため)
ステンレス溶接にアルゴンガスを溶接店に吹き付けるのも同様の理由。溶接個所の検査
放射線検査、超短波検査、浸透検査等がある。
目視等でも次の検査は可能。
・ビード表面の溶け具合
・すみ肉のサイズと余盛の関係
・突合せ溶接の余盛の寸法
・割れ、不溶着、溶け込み不足、スラグの巻き込み、ピット、ブローホール、アンダーカット、おーばラップ等の欠陥溶接
・スラグ、スパッターの除去


![]()